

ReferenzenHier sind einige Referenzen, die aus unserem Hause bedient wurden.
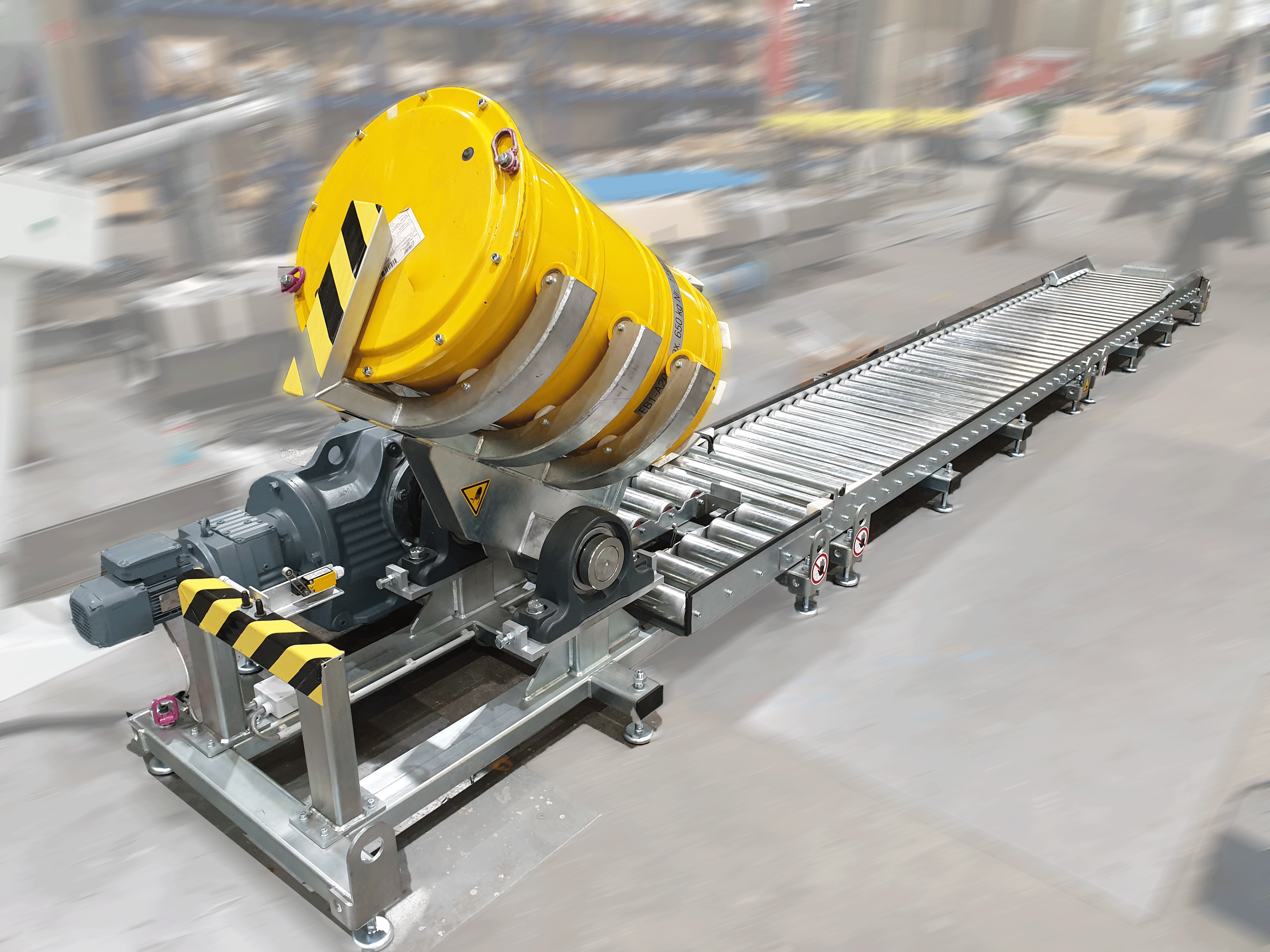
Fassprüfanlage
Zur Prüfung von Abfallfässern mit schwach radioaktiven Abfall zum Abtransport in die Endlagerstätte Konrad fertigte die IEM FörderTechnik eine mobile Fasskippanlage, welche die Inspizierung von nuklear belasteten Fässern von allen Seiten ermöglicht. Dies erfolgt durch eine spezielle Fass-Kippvorrichtung und vorgelagertem Drehtisch.








Reststoffbehandlung radioaktives Material
Für eine Wiederaufbereitungsanlage für radioaktives Material in China fertigte die IEM FörderTechnik GmbH angetriebene Rollenbahnen, heb- und senkbare Kettenförderer und Drehtische. Der Lieferumfang umfasste ebenfalls die Fassverdichtung und Fassbefüllung sowie die Gewichtskontrolle. Auch die Lieferung und Installation vor Ort wurde durch die IEM FörderTechnik GmbH durchgeführt.
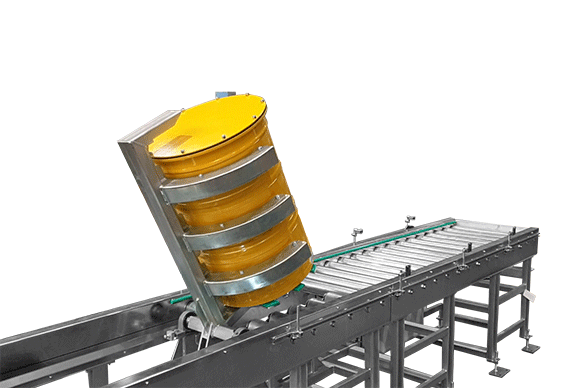
Kerntechnischer Rückbau – Fasshandling
Für den Rückbau kerntechnischer Anlagen in Deutschland fertigte die IEM FörderTechnik GmbH eine mobile Fasskippeinrichtung mit vorgelagerten Rollenbahnsegmenten und zwei angetriebene Rollenbahnen mit integrierter Fasskippeinrichtung. Die Fässer mit schwach radioaktiven Abfällen werden mit diesen Anlagen vorgepuffert und mit Hilfe von Handlingsgeräten in Container eingelagert.



Reststoffschleuse
Für den Rückbau einer kerntechnischen Anlage in Deutschland fertigte die IEM FörderTechnik GmbH eine Reststoffbehandlungsschleuse mit intergierten Verschleppungsmonitoren sowie Fördertechnik.
Bei der halbautomatischen Anlage werden die bereits vorgemessenen Transportbehälter eingebracht, einer Messung unterzogen und bei Unterschreitung des festgelegten Grenzwertes automatisch vom Kontrollbereich in den Überwachungsbereich ausgeschleust.
Legierungsmittelanlage
Für die Modernisierung während des laufenden Betriebs der Sekundärmetallurgie einer Legierungsmittelanlage in Deutschland plante, fertigte, lieferte und montierte die IEM FörderTechnik GmbH die Beschickung zu den Schmelzöfen und Schrottkorb, Wellkantgurtförderer, Muldengurtförderer, Lkw-Annahmebunker und den Stahlbau.




Kunde: SMS Siemag, Düsseldorf
Inbetriebnahme: 2011
Planung: Detailengineering, Fertigung, Montage, IBN
Fördergut: Dolomit, Kalk, Kohle, Mangan, Legierungsmittel
Leistung: 150 – 333 Mg/h
Standort: Peine
Auftragsumfang:
Beschickung Schmelzöfen und Schrottkorb,
8 St. Silos und 16 St. Tagesbunker,
40 St. Förderrinnen,
2 St. Wellkantenförderer,
15 St. Muldengurtförderer,
2 LKW-Annahmebunker,
Stahlhallenbau.
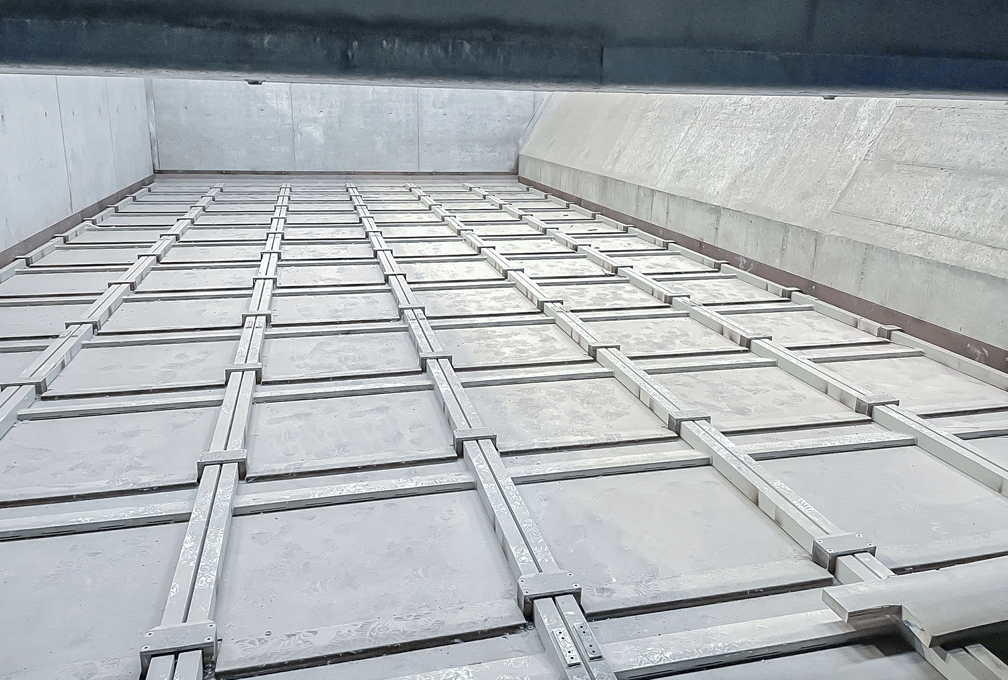
Hydraulischer Zugboden
Für ein Biomasseheizkraftwerk in Braunschweig lieferte die IEM 2022 zwei hydraulische Schubboden-Austragssysteme in schwerer Schweißkonstruktion mit Verschleißböden und installierte sie auf dem bauseitigem Fundament. Die Zugböden werden von Hydraulikzylindern bewegt, welche gegenüber der Boden-Abwurföffnung installiert sind, wobei die zugehörigen Hydraulikaggregate unterhalb der Zylinderfestpunkte in einem separaten Raum untergebracht sind. Beide Zugbodenanlagen sind unabhängig voneinander betriebsfähig und in der Lage die volle Durchsatzleistung von je 150 m³/h zu erreichen. Gleichfalls ist auch ein Parallelbetrieb mit 300 m³/h als Gesamtleistung möglich.
Kunde: BS Energy, Braunschweig
Inbetriebnahme: 2022
Fördergut: Biomasse
Standort: Braunschweig
Auftragsumfang: 2 hydraulische Schubböden: 7.000 x 15.000 mm auf je sechs Leitern installiert
Maße der Schubböden: 7.000 x 15.000 mm und 7.000 x 18.000 mm
Förderleistung: je 150 m³/h Austragsleistung mit einer Förderdichte von (Volumen) 0,2 t/m³ bzw. einer statischen Auslegungsdichte von 0,4 t/m³ zum Austrag von Altholz
Heizkraftwerk
Für die Modernisierung eines 900 MW Kohle- / Biomasse-Heizkraftwerk in Tschechien fertigte, lieferte und montierte die IEM FörderTechnik GmbH Transfertürme, Förderbänder, Metalldedektoren, Bandbrücken, Wellkantgurtförderer, Antriebsaggregate.




Kunde: Kraftanlagen München
Standort: Kladno (CZ)
Auftragsumfang:
4 Transfer Türme
7 Förderbänder
diverse Metalldedektoren
mehrere Antriebsaggregate auf der Oberseite der Transformatoren
Vakuum-line-System
Sprühsystem
Fracht, Montage, INBN
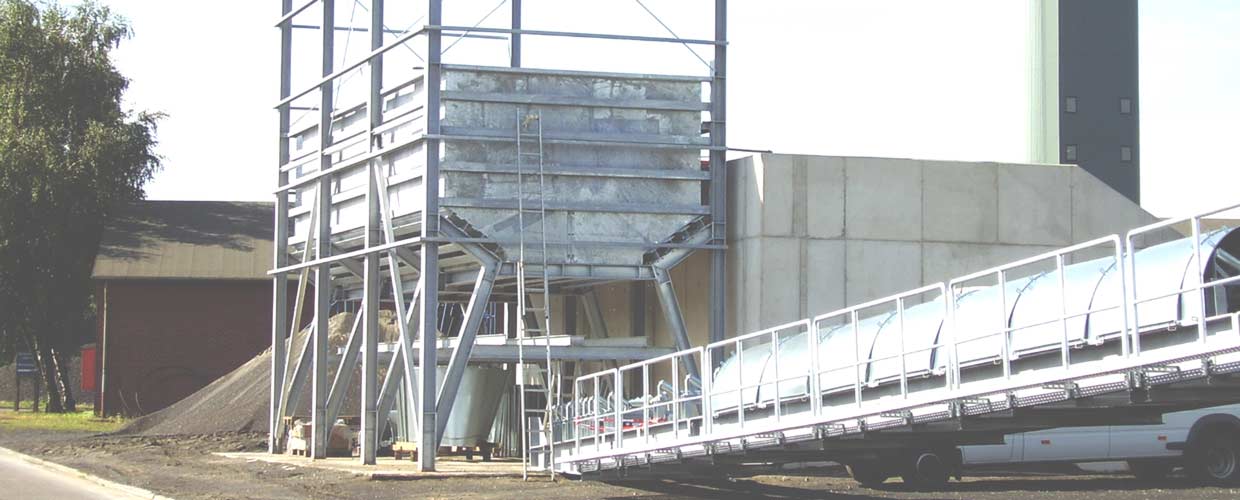
Biomasse-Heizkraftwerk
Das BMKKW wurde mit dem Lager verbunden – durch eine 70 Meter lange Förderbrücke. Hierüber wird künftig das Altholz transportiert. Die über 200 Tonnen schwere Förderbrücke besteht aus zwei parallelen Linien mit je einem Förderband. Sie wurde in zwei Einzelteilen weitestgehend vormontiert und dann mit zwei mobilen Kränen eingehoben.
Kunde:
BS|ENERGY, Braunschweiger Versorgungs-AG & Co. KG
Inbetriebnahme:
2022
Planung:
Detailengineering, Fertigung, Montage, Inbetriebnahme
Fördergut:
Altholz
Leistung:
2 Linien à 60 Mg/h
Standort:
Braunschweig
Auftragsumfang:
Becherwerke
Hier können einige von der IEM FörderTechnik GmbH konzipierte, konstruierte und umgesetzte Becherwerke betrachtet werden.




Muldengurtförderer
Hier können einige von der IEM FörderTechnik GmbH konzipierte, konstruierte und umgesetzte Muldengurtförderer betrachtet werden.



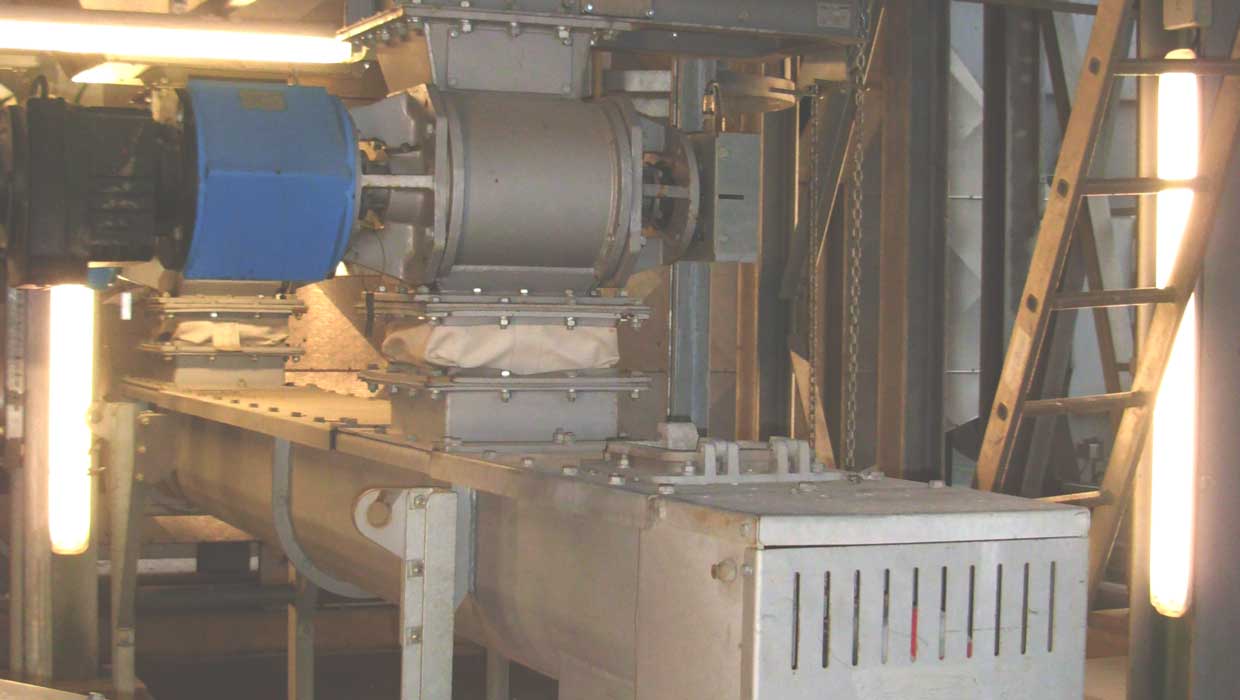
Strahlmittelanlage
Als Generalunternehmer hat die IEM FörderTechnik GmbH für einen Strahlmittelhersteller in Deutschland eine neue Strahlmittelanlage ab Oberkante Keller erstellt.
Hierbei gelangt Schlacke aus dem Kraftwerk über Förderbänder in die Anlage, wird dort getrocknet, zerkleinert, in handelsübliche Fraktionen gesiebt, verpackt und verladen.






Schneckenförderer
Hier können einige von der IEM FörderTechnik GmbH konzipierte, konstruierte und umgesetzte Schneckenförderer betrachtet werden.


Trogkettenförderer
Hier können einige von der IEM FörderTechnik GmbH konzipierte, konstruierte und umgesetzte Trogkettenförderer betrachtet werden.



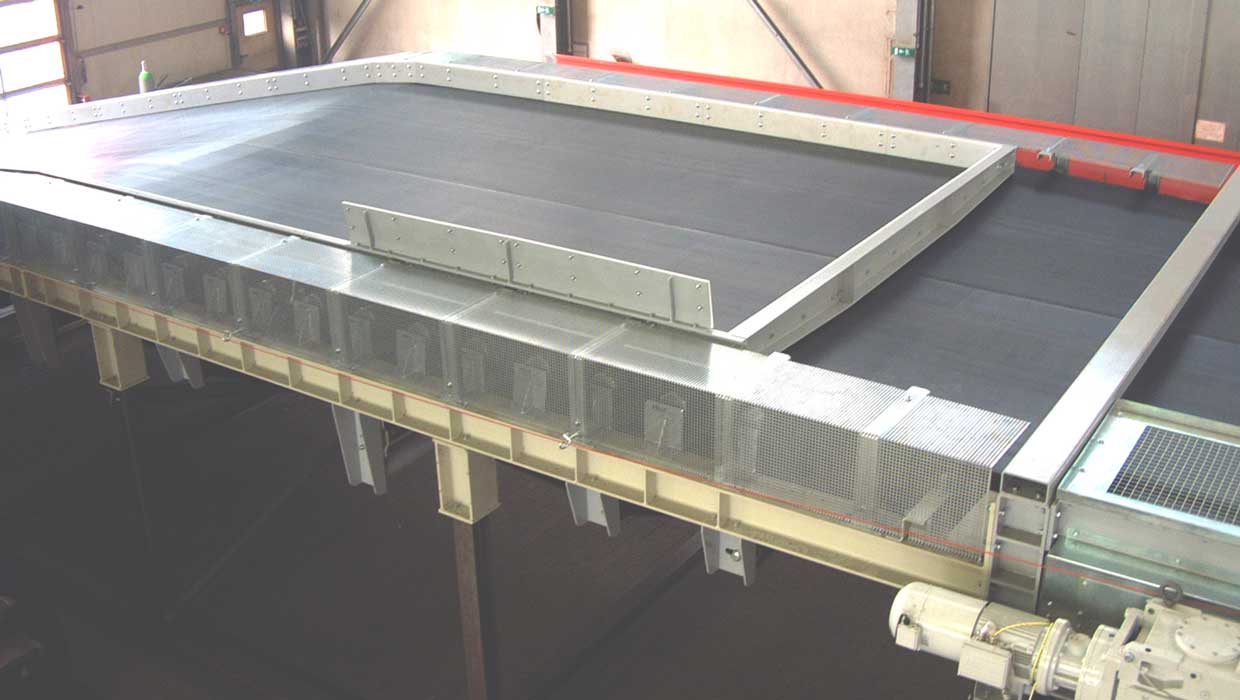
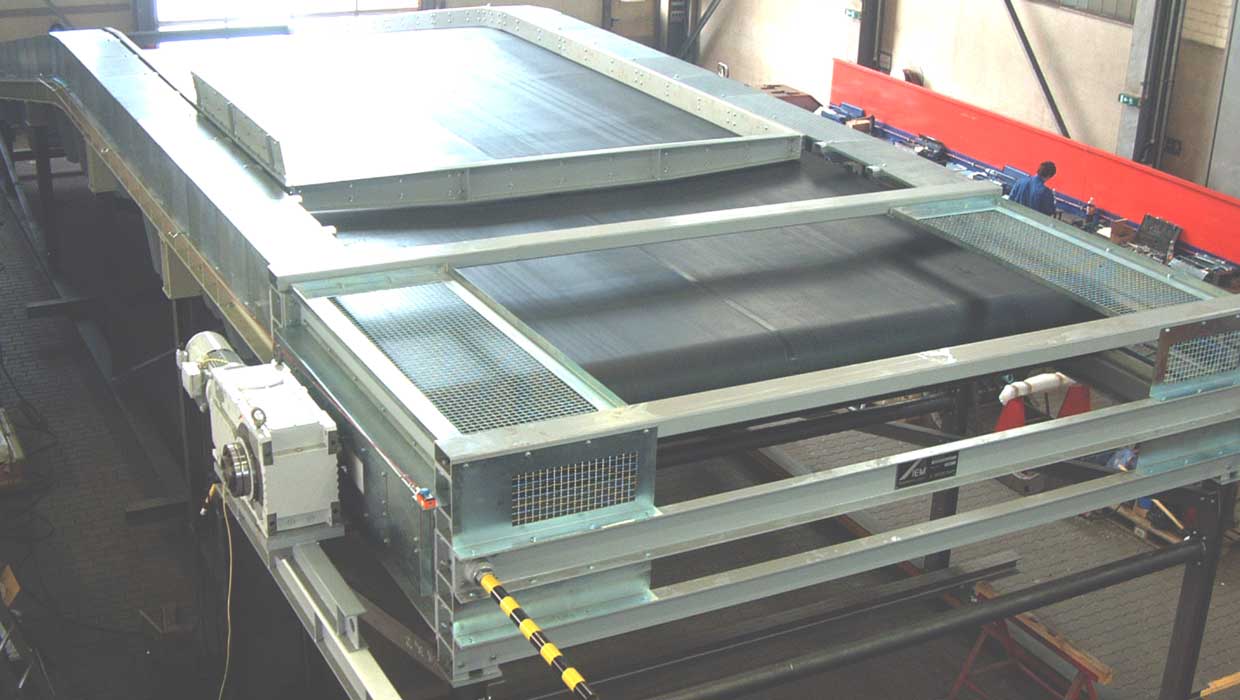
Wide Belt Conveyor
Hier können einige von der IEM FörderTechnik GmbH konzipierte, konstruierte und umgesetzte Reciprocating & Wide Belt Conveyor betrachtet werden.




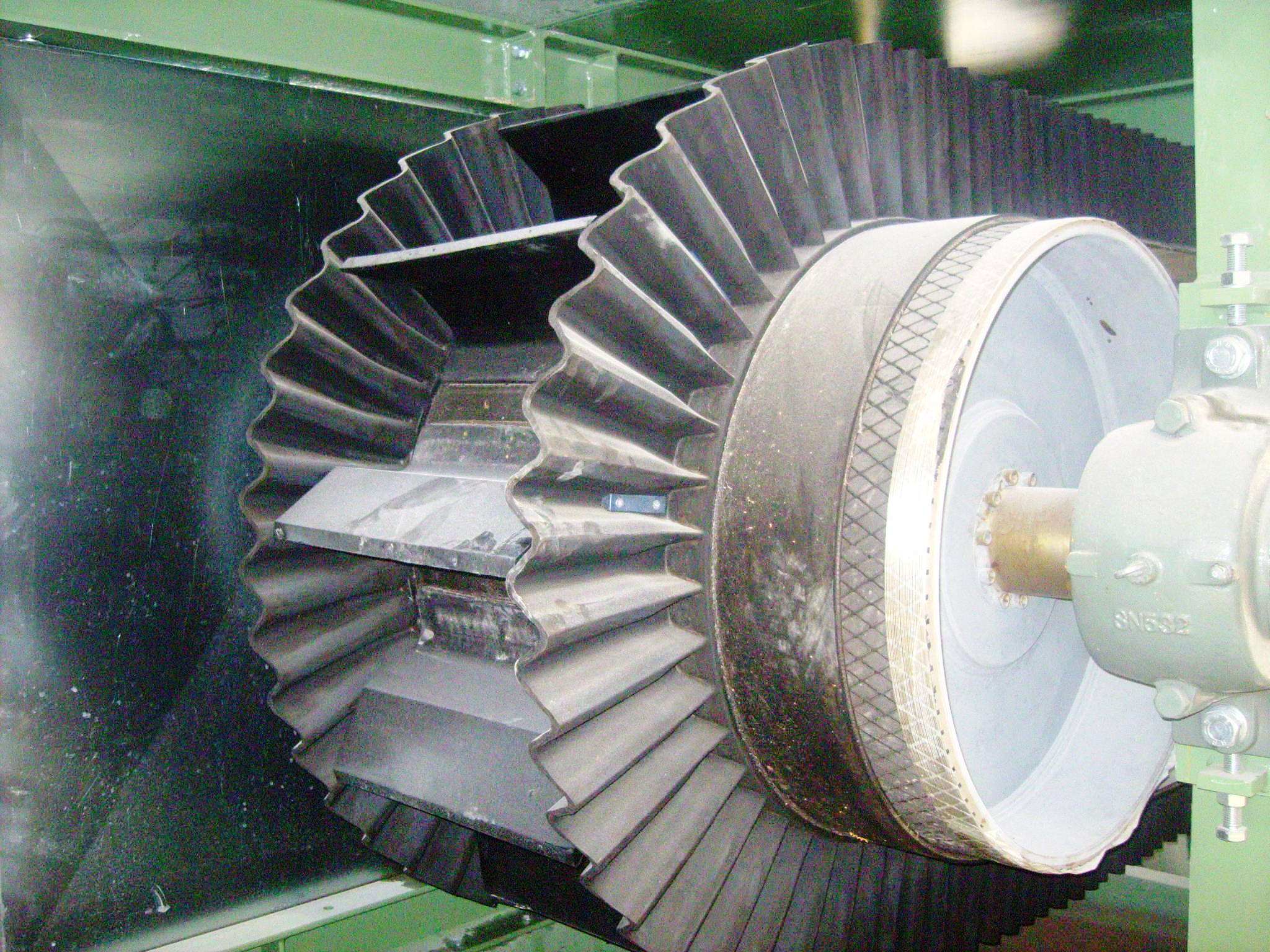
Wellkantgurtförderer
Hier können einige von der IEM FörderTechnik GmbH konzipierte, konstruierte und umgesetzte Wellkantgurtförderer betrachtet werden.


MEC – WONDERBED TECHNOLOGY - Hg-Minderung
HINTERGUND
- Neue BREF-Norm: strengere Quecksilber-Abgasgrenzwerte (Bereich 1-7 µg/Nm³) im Rauchgas von KW
LÖSUNG
- IEM Wanderbettfilter (neuer Lösungsansatz für hohe Hg-Abscheideleistungen)
- Hg-Minderung >90 % erzielbar
- durch Materialauswahl auch katalytische Hg0-Oxidation nutzbar
- geringer Adsorbensverbrauch ggü. Aktivkohle-Flugstromverfahren
- niedrige Betriebskosten
- durch Materialanpassung auch zur Abscheidung von anderen flüchtigen Schadstoffen nutzbar
- modularer Kassettenaufbau /Materialselektion ermöglicht Erhöhung der Abscheideleistung
- geeignet als Retrofit
- Strömungsvergleichmäßigung für vorgeschaltete / nachfolgende Anlagenteile
Projekt: Quecksilberreduzierung im KW Block B
Kunde: Saale Energie GmbH, Kraftwerk Schkopau
Projektstart: 03/2022
Projektabschluss: 08/2024
Konsortium: IEM FörderTechnik GmbH & Steinmüller Engineering GmbH
Auftragsumfang:
Hg-Minderung mit Aktivkohlepulver in Schkopau
Am Kraftwerksstandort Schkopau wird seit 1995/96 durch zwei Kraftwerksblöcke 450 MWel Prozessdampf und Strom für das benachbarte Industriegebiet sowie Strom für die Deutsche Bahn und das deutsche Stromnetz produziert. Dazu wird Braunkohle als Brennstoff aus dem ca. 40 km entfernten Tagebau Profen per Zug angeliefert.
Kunde:
UNIPER Kraftwerk Schkopau
Inbetriebnahme:
1995/96
Vorteile:
Auftragsumfang:


Seit Anfang 2019 müssen bei derartigen Kohleverbrennungsanlagen geringere Quecksilber-Abgasgrenzwerte eingehalten werden. Zusätzliche erschweren die Verbrennungsbedingungen und die vergleichsweise hohen Hg-Gehalte in der mitteldeutschen Rohbraunkohle die Einhaltung der neuen Emissionslimits von 10 μg/Nm³ im Jahresmittel.
Viele vorangegangene Messungen und Pilotversuche zeigten für den Fall Schkopau: die im Kraftwerk bereits vorhandenen Reinigungsstufen, bestehend aus Elektrofilter (Entstaubung) und Rauchgasentschwefelungsanlage (Abscheidung von Schwefeldioxid), erzielen keine hinreichende Quecksilberminderung.
Im November 2017 erfolgte die Projektvergabe zur Nachrüstung einer speziell auf die Anforderungen in Schkopau abgestimmten Aktivkohledosieranlage an die Firma IEM Fördertechnik GmbH. Trotz des komplexen Anlagenaufbaus und leichter Terminverzögerung bei Erteilung der Bau-und Betriebsgenehmigung (Mai 2018) konnte die Anlage bereits im März 2019 in Betrieb gehen. Selbst im bereits angebrochenen Jahr 2019 konnten die strengeren Abgasgrenzwerte im Jahresmittel eingehalten und seitdem die Quecksilberemissionen zuverlässig gesenkt werden.
Mit der neuen Anlage wird fein gemahlenes und imprägniertes Aktivkohlepulver in das Verbrennungsabgas vor Elektrofilter dosiert. Über Zellradschleusen wird das Material aus den zwei 200 m³ Vorlagesilos zunächst in die mit 5 m³ deutlich kleineren Dosierbehälter unter dem Silo gefördert. Ausgehend vom Dosierbehälter erfolgt dann über Dosierschnecken und Zellradschleusen der Transport per pneumatischer Förderung zu den Dosierlanzen. Besonderes Augenmerk wurde bei Anfertigung der Dosierlanzen auf die sparsame Verteilung des schwarzen Adsorptionsmaterials gelegt. In das Lanzendesign spielen sowohl die praktischen Erfahrungen aus vorigen Versuchen als auch die Erkenntnisse der im Vorfeld durchgeführten CFD-Strömungssimulation mit ein. Das feinverteilte Aktivkohlepulver mit seinem inneren Porensystem sammelt bis zu 80 % der im Abgas enthaltenen Quecksilberteilchen auf und bindet sie in das Porensystem ein. Dafür bleibt aber wenig Zeit. Nur etwa drei Sekunden vergehen, bis das mit Quecksilber beladene Aktivkohlepulver zusammen mit dem Flugstaub im Elektrofilter abgeschieden wird.
Der Flugstaub wird anschließend inklusive dem beladenen Aktivkohlepulver per Waggon zum Tagebau gebracht, wo der Flugstaub als Zementersatz für Restrukturierungsmaßnahmen eingesetzt wird. Der Großteil des Quecksilbers wird folglich wieder dahin zurückgebracht, wo es herstammt.
Als weitere Maßnahme wird das sulfidische Fällmittel Pravo200 der Firma PAN Applied Chemicals im Rauchgasentschwefelungsprozess zugesetzt, um die Quecksilber-Einbindung innerhalb der Kalkstein-Gips-Waschsuspension zu verbessern. Durch Kombination dieser Maßnahme mit der Aktivkohledosierung ergibt sich eine deutlich effizientere Quecksilber-Gesamtabscheidung.

